
THE LEDGER: YOUR MASTER SOURCING LIST
For deep-dive journals of UK-makers, visit Maker Profiles. Here in The Master Ledger you’ll find our ever-expanding directory of UK makers with details on their origins, products and more.
These are short-form entries - distilled intelligence on heritage, provenance and why these brands deserve a place in your collection.
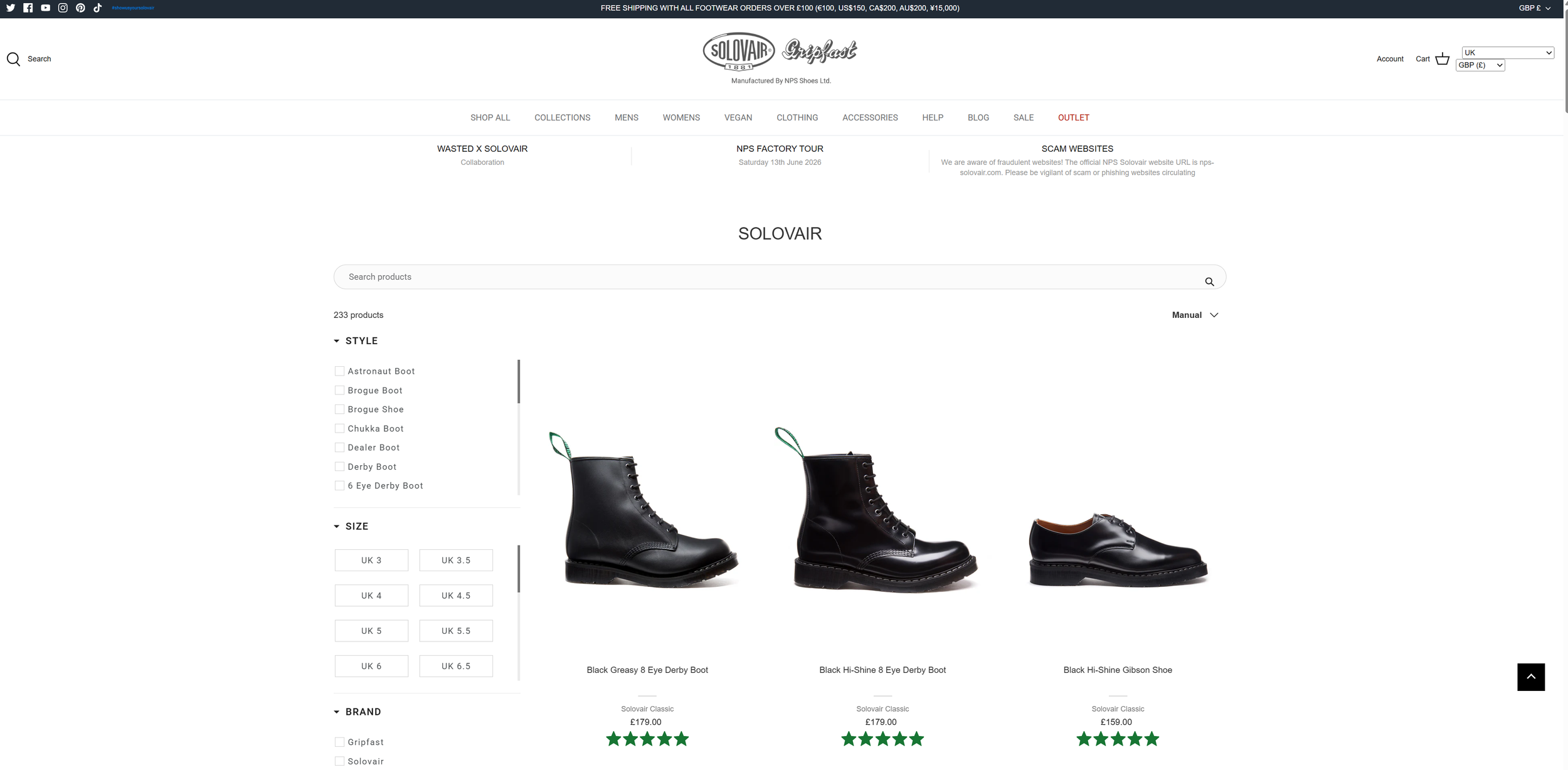
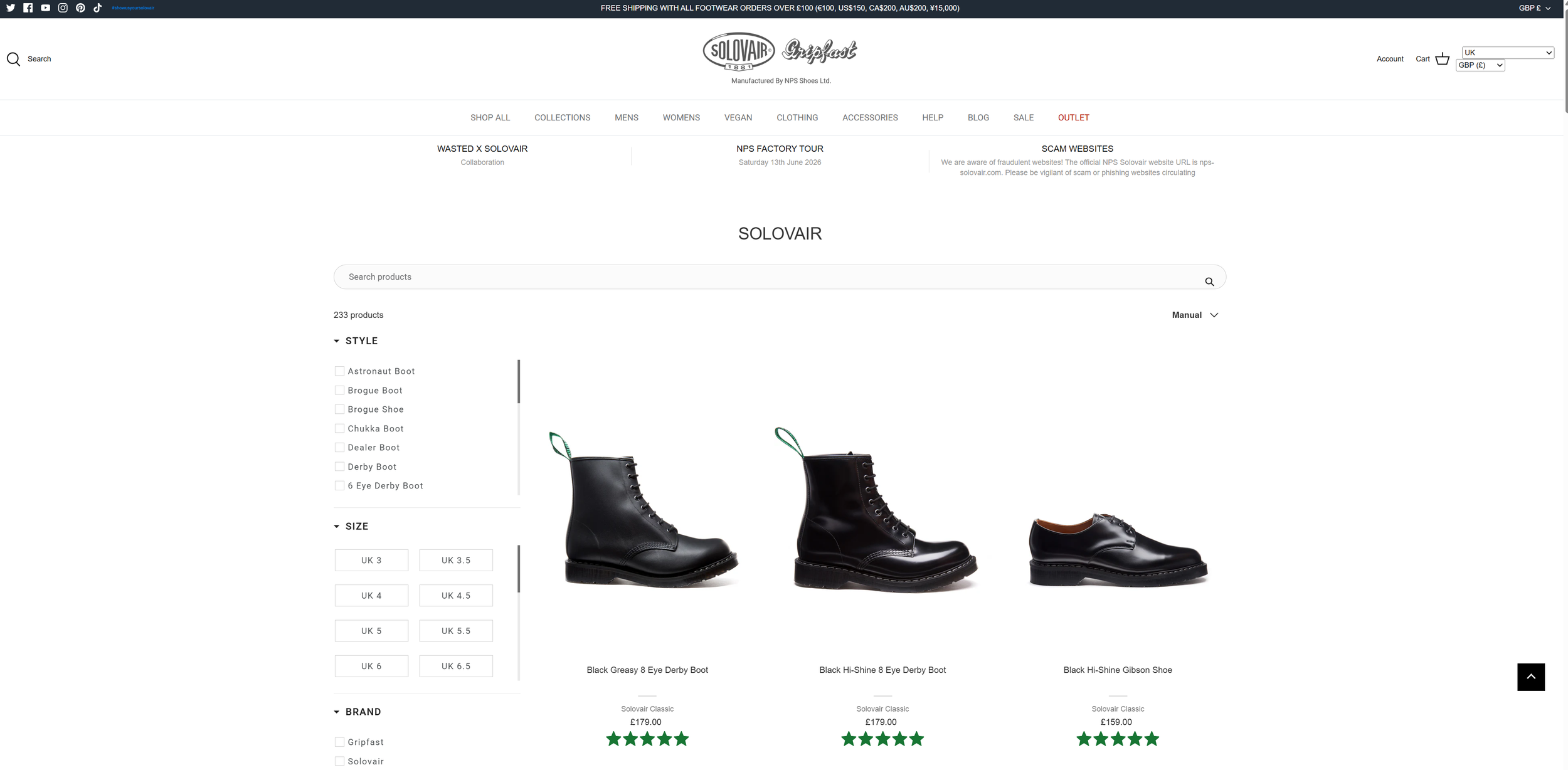
SOLOVAIR (NPS SHOES) – Wollaston, Northamptonshire, England
The Heritage: Founded in 1881 as a workers' cooperative in the Northamptonshire village of Wollaston, NPS Shoes possesses a deep and rich history within UK footwear. From 1960 until the mid-1990s, they were the manufacturing force behind the original Dr. Martens boots, engineering their pioneering "Soft Sole Suspension" technology into the iconic footwear. When Dr. Martens eventually offshored the vast majority of its production to mass-manufacturing facilities in Asia, Solovair / NPS Shoes refused to close its doors. They simply continued manufacturing the exact same boots in their original Wollaston factory, using the original machines, lasts and leather cutters, under the trademarked name Solovair.
The Verdict: Solovair represents a staunch defiance of disposable, mass-market manufacturing. As their offshored counterparts rely heavily on heat-sealed soles that are notoriously difficult to repair, Solovair strictly uses traditional Goodyear welting. This historic construction method, combined with a hidden wooden shank for structural arch support, ensures the heavy-duty air-cushioned soles can be completely removed and replaced by a cobbler once worn down. By retaining their Northamptonshire workforce and prioritising mechanical repairability over high-volume scale, they continue to produce the definitive, authentic British work boot.
Core Products: The classic 8-Eye Derby Boot, the 3-Eye Gibson shoe, heavy-duty Chelsea boots and traditional tassel loafers.
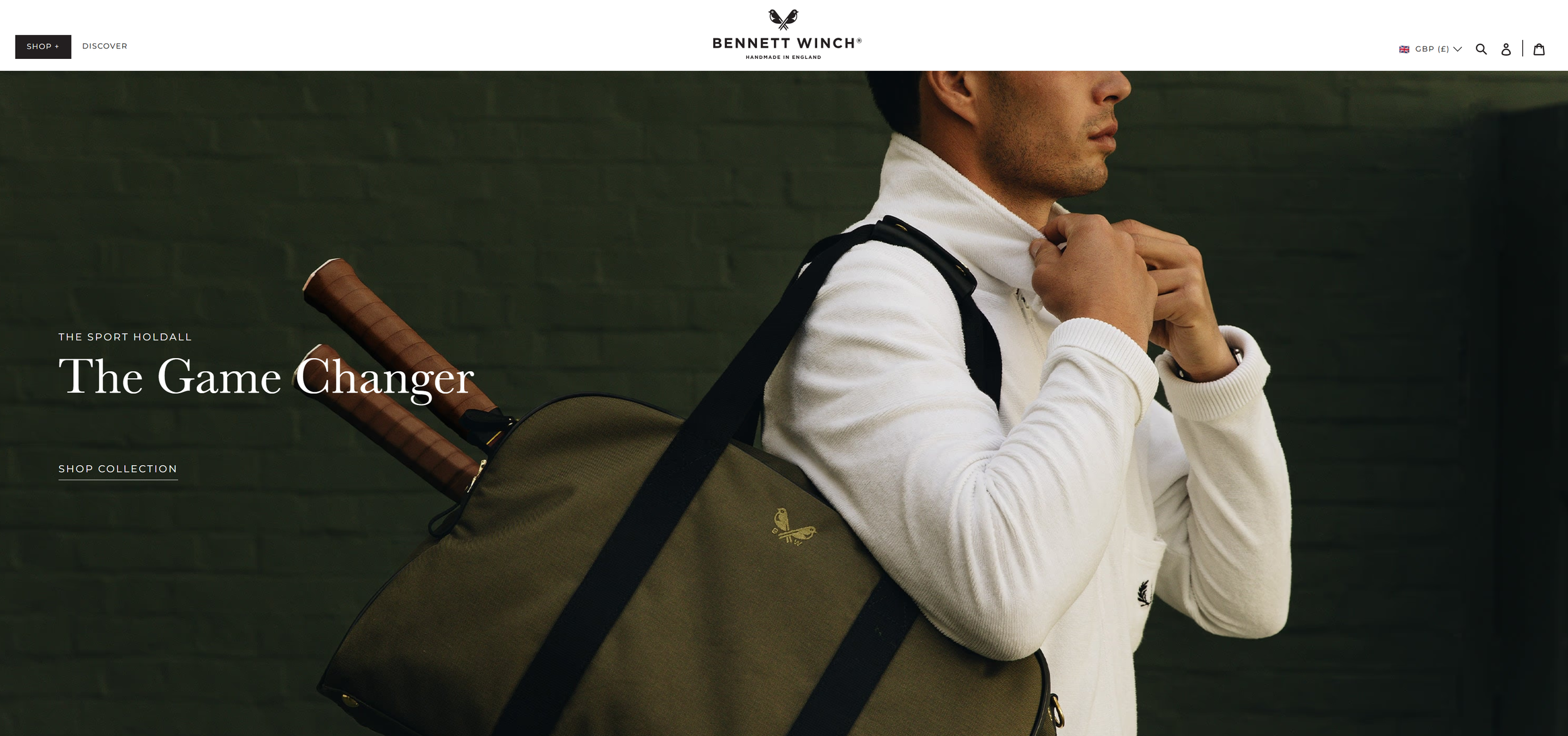
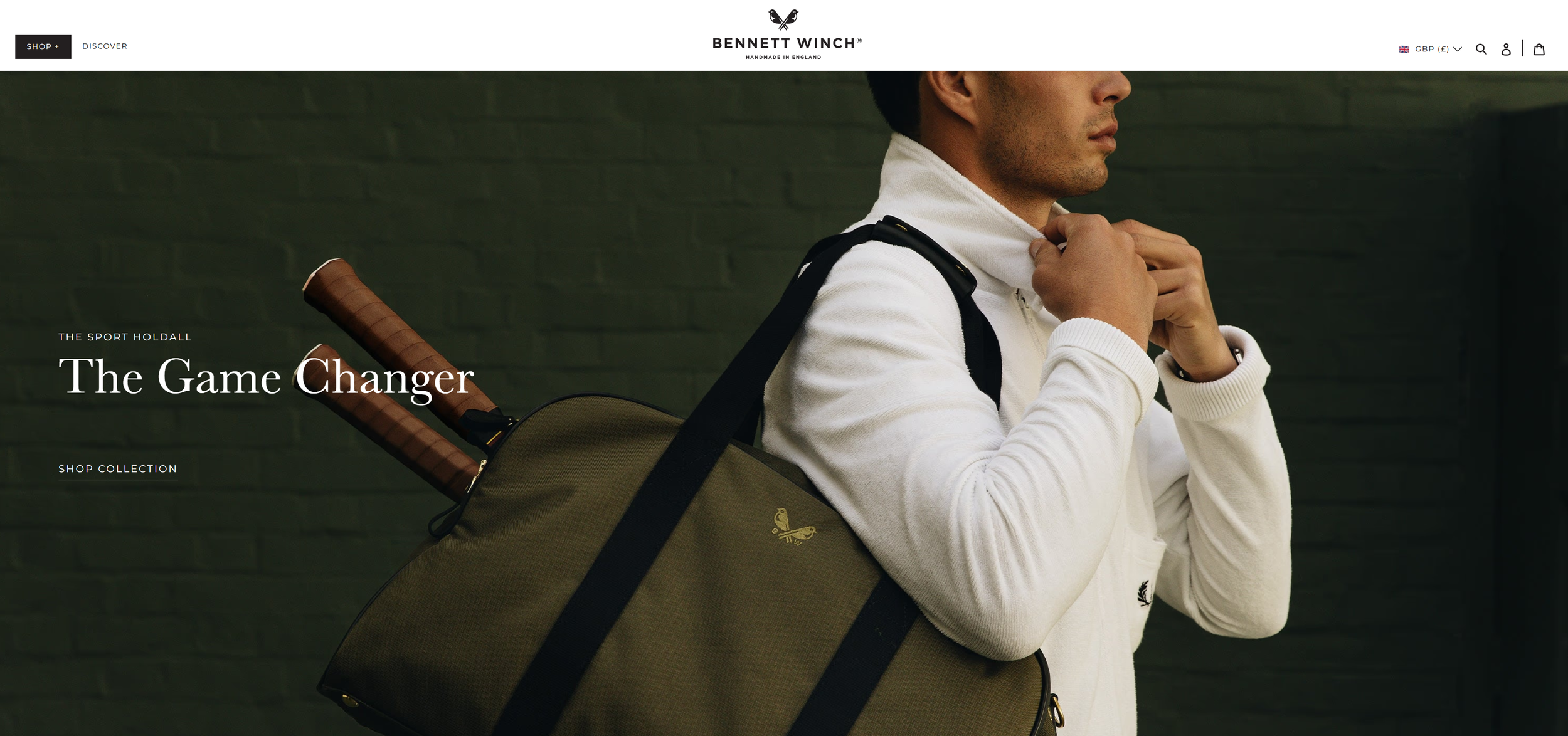
BENNETT WINCH – Carlisle, Cumbria
The Heritage: Founded in 2014 by Robin Bennett and Robin Winch, Bennett Winch was born from a desire to create a set of luggage that perfectly balanced traditional UK craftsmanship with the rigorous demands of modern travel. Rather than outsourcing to overseas factories for quick scale, they anchored their production firmly in the UK. Every piece of luggage is meticulously handmade by a team of master craftspeople in their dedicated workshop in Carlisle, Cumbria. They operate with an uncompromising commitment to domestic materiality, sourcing their heavy-duty waterproof cotton canvas from Lancashire, and their solid brass hardware is forged exclusively for them in London.
The Verdict: Bennett Winch represents a triumphant return to true "buy it once" luxury luggage. They completely reject the mass-produced, glued-together synthetic bags that dominate modern airport lounges. Instead, they rely on traditional saddlery techniques, using bonded canvas, military-grade cotton webbing and solid brass fittings that won’t just rust or snap under pressure. Their designs are fundamentally utilitarian and highly innovative, most notably their legendary Suit Carrier Holdall, which ingeniously wraps a tailored suit around a central duffle to prevent creasing. As their bags are constructed from incredibly dense, raw materials that are stitched rather than glued, they are inherently designed to survive decades of heavy transit, developing a beautiful personalised patina as they travel.
Core Products: The iconic S.C. Holdall (Suit Carrier Holdall), The Weekender bag, heavy-duty waterproof canvas backpacks and premium leather travel accessories.

BLACKHORSE LANE ATELIERS – London, England
The Heritage: Operating out of a beautifully restored 1920s factory building in Walthamstow, Blackhorse Lane Ateliers holds the unique distinction of being London’s only craft jeans maker. Founded in 2016 by Han Ates, a veteran of the East End textile industry, the atelier champions a transparent, community-driven approach to manufacturing. They employ local artisans and use vintage 1950s Union Special sewing machines to craft their garments.
The Verdict: Blackhorse Lane Ateliers represents the absolute pinnacle of slow fashion: they manufacture premium raw selvedge denim, a highly durable material designed to break in and mould to the wearer over years of heavy use and they actively fight the harmful environmental effects of disposable fashion by offering a free lifetime repair policy on all their jeans. By keeping the manufacturing local and the lifespan infinite, they are redefining what it means to invest in a piece of clothing.
Core Products: Raw selvedge denim jeans, chore coats and organic cotton apparel.
Editorial Note: Certain products (eg some shirts and knitwear) are made outside the UK however the country of manufacture is always stated in the product description so review this online for full and accurate details of provenance.
TURNBULL & ASSER – London & Gloucester, England
The Heritage: Founded in 1885 and firmly anchored on London's Jermyn Street since 1903, Turnbull & Asser is the undisputed benchmark for UK shirtmaking. Over the last century, their bespoke creations have dressed everyone from Sir Winston Churchill to Sean Connery’s James Bond. Crucially, they have fiercely protected their domestic supply chain against offshoring. Every shirt is hand-crafted in their dedicated Gloucester workrooms, while their ties are sewn in Sidcup, Kent. Their uncompromising dedication to craftsmanship earned them a Royal Warrant.
The Verdict: Turnbull & Asser represents the absolute antithesis of mass-produced fast fashion. Their Gloucester seamstresses assemble shirts comprising 33 individual pieces of fabric using traditional single-needle stitching. They source sustainable mother-of-pearl for their buttons. The brand’s true alignment with the ethos of The Albion Edit is their profound commitment to longevity. To keep garments out of landfill, they offer a dedicated re-collar and re-cuff service.
Core Products: Bespoke and ready-to-wear shirts, woven silk ties, tailored pyjamas and handcrafted eveningwear.
Read the full review here.
WILLIAM LOCKIE OF HAWICK – Hawick, Scotland
The Heritage: Operating since 1874, William Lockie remains a cornerstone of the Scottish Borders textile industry. The company performs every stage of production in-house, from initial design to the final "milling" process, which utilises the soft, local river waters of Hawick to achieve a unique handle without the need for excessive chemical softeners.
The Verdict: William Lockie represents the absolute antithesis of fast-fashion knitwear. Their "KnitZero" initiative ensures a zero-waste-to-landfill manufacturing process where every yarn remnant is repurposed rather than discarded. By using high-ply (often 4-ply or higher) 100% natural fibres rather than the thin, synthetic-blended yarns common on the high street, their garments are naturally biodegradable and significantly more resistant to pilling and thinning. While typical high-street cashmere is often mechanically brushed to feel soft but thins after one season, Lockie’s high-density knitting ensures their sweaters can maintain their shape and thermal properties for 40 years or more. This commitment to domestic, high-density production ensures that each garment is an heirloom-quality investment with a minimal long-term environmental footprint.
Core Products: High-ply cashmere, lambswool and camelhair knitwear.
TUSTING – Lavendon, Buckinghamshire
The Heritage: The roots of Tusting stretch back to 1875, when Charles Pettit established a tannery in the Bedfordshire village of Harrold. For over a century, the family business served as the "maker's maker," supplying premium leathers to the legendary shoemakers of nearby Northampton, including Church’s, Cheaney and Crockett & Jones. In the 1980s, the company successfully diversified into finished leather goods. Today, it remains a fiercely independent, fifth-generation family enterprise overseen by Alistair and William Tusting.
The Verdict: In a luxury leather goods market dominated by brands that outsource their production to third-party factories overseas, Tusting is a rare, vertically integrated "maker-brand". Every bag is designed, cut, stitched and finished from start to finish in their own atelier workshop in Lavendon. Their sustainability model is the purest definition of slow fashion: creating incredibly durable goods meant to last a lifetime. They operate a dedicated in-house repair and refurbishment service, encouraging customers to restore their 20-year-old bags rather than replace them. Materially, they prioritise gold-standard, Leather Working Group-certified hides and heavily utilise classic vegetable-tanning methods, actively avoiding the plastic coatings and synthetic linings that plague mass-market "vegan" leathers. Because they allow the natural grain and character of the hide to show, a Tusting piece develops a rich, irreplaceable patina through decades of use.
Core Products: The 'Mini Holly' handbag (famously championed by the Princess of Wales), the classic 'Clipper' travel holdall, the 'Kimbolton' work tote and traditional English briefcases.
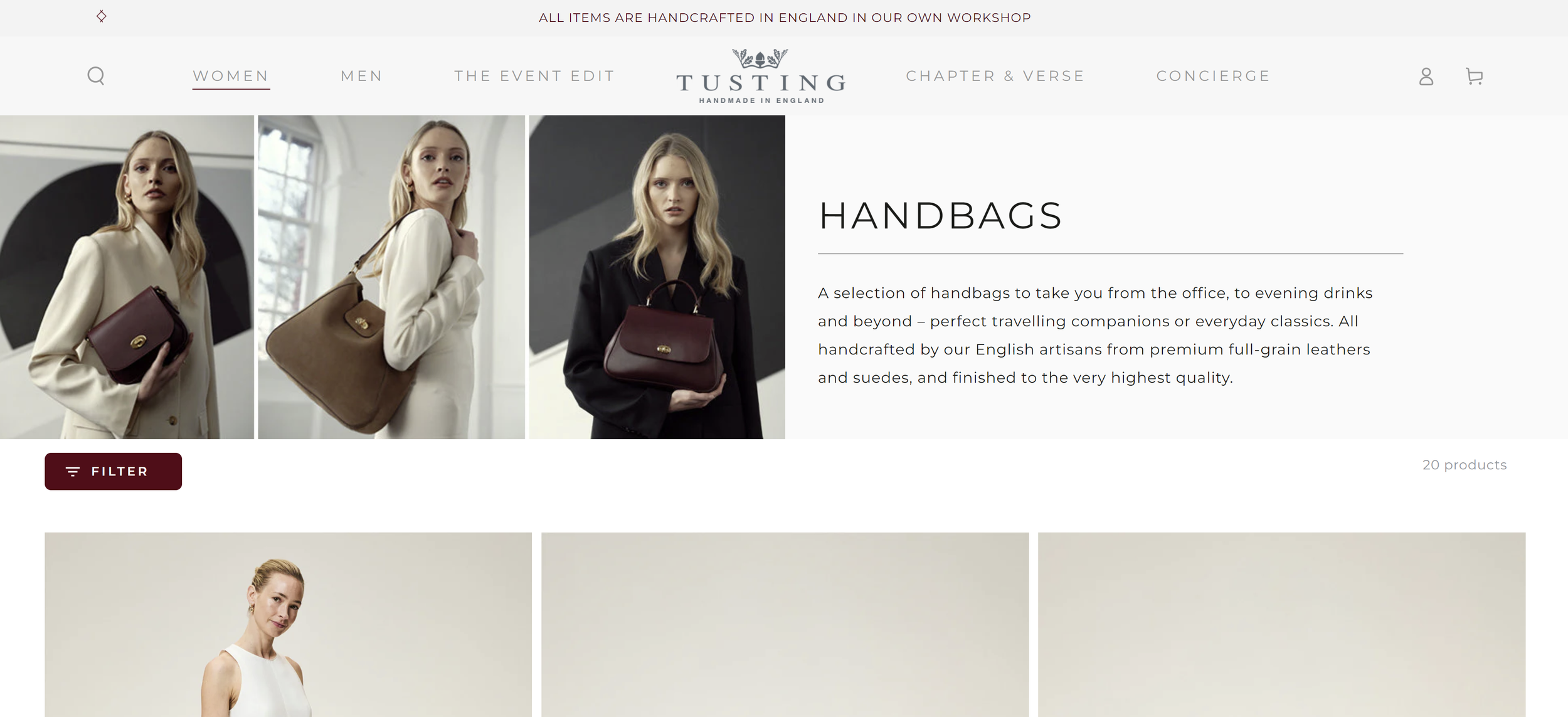
Tusting: a rare, vertically integrated maker-brand.
SŌMA SPORTSWEAR - London, England
The Heritage: Founded as an independent British brand in 2004, Sōma focuses on ethical production. The company designs and manufactures its sportswear ranges entirely within London.
The Verdict: Transparent domestic production. Keeping the entire manufacturing process local allows for strict quality control and a significantly reduced environmental impact compared to offshore production models.
Core Products: Sports bras, workout shorts, leggings and hand wraps.
SCULTURA - London, England
The Heritage: Founded by women specifically to challenge the outsourced model of technical apparel, Scultura manufactures its collections in a small garment factory in London. The brand utilises Italian-woven technical fabrics, including ECONYL regenerated nylon.
The Verdict: A transparent example of urban domestic manufacturing. By hand-crafting garments in London, the brand maintains a short supply chain and high level of quality control, providing a robust, sustainable alternative to offshore sportswear.
Core Products: Women's technical leggings, sports bras and crop tops.
PH DESIGN (PHD) – Stalybridge, Greater Manchester
The Heritage: Launched in 1998 by Peter Hutchinson - also the founder of the well known retailer, Mountain Equipment - PHD remains a fiercely independent operation. Every garment and sleeping bag is designed and manufactured in their own factory in Stalybridge, typically made-to-order rather than produced for stock.
The Verdict: A global leader in ultralight expedition insulation with a zero-stock environmental model. By manufacturing to order, PHD largely eliminates the industrial waste associated with overproduction. Their sustainability credentials are built on the use of ethically sourced, 1000-fill-power down and Ventile (ie organic cotton) shells, which provide a biodegradable, highly durable alternative to petrochemical-based fabrics. Their ‘Design Your Own’ service allows for precise customisation, ensuring the product meets the specific thermal needs of the user, thereby preventing the unnecessary consumption of over-specified gear.
Core Products: Ultralight down jackets, customised sleeping bags and Ventile shells.
PRIVATE WHITE V.C. - Manchester, England
The Heritage: Operating out of a 150-year-old redbrick mill on the banks of the River Irwell, the brand is named after the founder's great-grandfather, a local Victoria Cross recipient. They use locally sourced fabrics to craft military-grade menswear.
The Verdict: The pinnacle of modern British garment manufacturing. Their outerwear is engineered with obsessive attention to detail, utilising copper hardware from RIRI and spectacular Ventile cottons.
Core Products: Twin Track jackets, Ventile macs and premium menswear.
MULBERRY - Somerset, England
The Heritage: A rare success story in large-scale UK leatherwork; they operate two significant factories in Somerset, "The Rookery" and "The Willows," where the majority of their core range is still crafted.
The Verdict: A heavy hitter for the Somerset economy. They represent the successful marriage of traditional saddlery techniques with global luxury appeal, proving that UK-made leathercraft can still scale.
Core Products: Luxury leather handbags, briefcases and travel luggage.
JOHNSTONS OF ELGIN — Elgin, Scotland
The Heritage: Established in 1797 by Alexander Johnston on the banks of the River Lossie, Johnstons of Elgin has been independently run by just two families for over two centuries. They hold the rare distinction of operating the only vertical weaving mill in Scotland and are proud holders of a Royal Warrant.
The Verdict:Johnstons of Elgin sets the international benchmark for luxury woollens. By controlling every single one of the thirty processes required to craft a scarf from raw fibre to finished garment, they ensure a level of uncompromising quality that simply cannot be replicated. True Scottish mastery that lasts a lifetime.
Core Products: Premium Scottish cashmere and fine merino woollen garments, woven scarves, blankets and throws.
Full Review in The Edit: Read it Here.
RESTRAP – Leeds, West Yorkshire
The Heritage: Founded in 2010 in a back bedroom, Restrap has expanded into a large-scale workshop in Leeds where they employ a close-knit team of machinists and designers. They are unique in the bikepacking market for executing every stage of manufacturing - from laser cutting to final stitching - entirely in-house.
The Verdict: A modern champion of technical and sustainable manufacturing. Restrap utilises a zero-landfill policy, repurposing fabric offcuts into smaller accessories and ensuring all packaging is 100% recyclable or biodegradable. Their products carry a lifetime warranty against defects, a testament to their use of high-grade materials like 1000D Cordura and technical VX21 fabrics. By keeping production in Leeds, they maintain a transparent supply chain with zero air miles for finished goods reaching the UK market. This domestic control allows them to implement design updates rapidly based on real-world testing in the Yorkshire Dales.
Core Products: Bikepacking holsters, frame bags, and technical cycle luggage.
INCE UMBRELLAS - Bethnal Green, London
The Heritage: Established in 1805, they are the oldest continuously operating umbrella maker in the UK. For six generations, the Ince family has manufactured in East London, originally supplying the local Spitalfields silk trade.
The Verdict: The genuine article. While most "British" umbrellas are now cheap imports with a logo slapped on, Ince still cuts, stitches, and finishes their frames in London. They are the unseen stars of Mary Poppins and Kingsman.
Core Products: Handcrafted gentlemen's and ladies' umbrellas, folding models and bespoke commissions for film and theatre.
HARLEY OF SCOTLAND – Peterhead, Aberdeenshire
The Heritage: Founded in 1929 by Peter Harley, the company was established to provide high-quality, durable knitwear for the local North Sea fishing community. Operating from the same coastal town for nearly a century, the brand remains a family-run enterprise. In the 1970s, Harley became a pioneer in the adoption of advanced "tubular" knitting technology, evolving from traditional hand-knitting to state-of-the-art seamless production while maintaining the aesthetic of heritage Shetland woollens.
The Verdict: Harley of Scotland is globally recognised for its mastery of "Whole Garment" (seamless) technology. Unlike traditional knitwear that is made in pieces and sewn together, Harley’s jumpers are knit as a single three-dimensional unit. From a sustainability standpoint, this method is virtually zero-waste, as it uses the exact amount of yarn required for the garment with no off-cuts or fabric scraps. Their provenance is strictly local; they source their multi-ply yarns from historic Scottish spinners like JC Rennie and Todd & Duncan, ensuring the entire supply chain - from raw fibre to finished garment - remains within Scotland. The result is a lighter, more comfortable garment with superior structural integrity, as there are no seams to chafe or unravel over time.
Core Products: Seamless Shetland wool crewnecks, traditional Fair Isle yoked pullovers and ultra-fine geelong lambswool knitwear.
HIUT DENIM CO. - Cardigan, Wales
The Heritage: Founded in 2012 by David and Clare Hieatt, Hiut Denim Co. was born from a desire to revive the industrial heartbeat of Cardigan, Wales. For four decades, this small town housed Britain's largest jeans factory, where a workforce of 400 skilled artisans cut and sewed 35,000 pairs a week until its utterly devastating closure in 2002. Hiut was created to re-harness this local expertise, bringing the town's highly skilled machinists - revered by the brand as "Grand Masters" - back to their factory machines. Rather than relying on fragmented, fast-fashion assembly lines, Hiut entrusts the entire construction of a garment to a single maker, preserving regional craft and injecting a profound sense of pride and ownership into the local community.
The Verdict: Hiut Denim Co. embodies the pinnacle of the anti-throwaway culture. They champion longevity and bespoke-garments over mass manufactured, disposable-wear. Their commitment to quality is woven into the fabric of their operations: each Grand Master cuts, sews and finishes each pair of jeans from start to finish, personally signing the inside pocket upon completion. They source world-class selvedge from legendary mills like Kuroki in Japan and Candiani in Italy, crafting raw denim that’s designed to mould to the wearer. Hiut promotes sustainability through their "No Wash Club", encouraging customers to forgo washing for at least six months to create personalised, high-contrast fades. They also add an innovative "HistoryTag" which is a unique number that tracks the specific garment's lifecycle and adventures. Amazingly, they offer repairs for life at a very modest cost, ensuring the garment's story goes on and on, rather than it ending in landfill.
Core Products: Premium raw selvedge and organic cotton jeans in signature fits for men and women (including the Hack@, the SlimR and the Betty) alongside limited-edition, short-run denim releases.
GRENSON - Northamptonshire, England
The Heritage: Founded in 1866, Grenson was one of the first registered footwear brands in the UK. They maintain a factory in Northamptonshire for their 'G One' and bespoke lines (other collections are manufactured overseas).
The Verdict: Traditional welted footwear. Their UK-made lines adhere strictly to the Goodyear welted construction method, ensuring the soles can be repeatedly replaced over the lifespan of the leather upper.
Core Products: Goodyear welted shoes and boots.
GLOVERALL - Northamptonshire, England
The Heritage: Founded in 1951 when Harold and Freda Morris ("Gloves and Overalls") began selling surplus military duffle coats, they eventually created the civilian archetype we know today. They are the original makers of the Monty coat, named after Field Marshal Montgomery.
The Verdict: The "Monty" remains the gold standard. While fashion brands make "duffle-style" jackets, Gloverall uses authentic jute rope and wood toggles with heavy English Melton wool that is virtually indestructible.
Core Products: Authentic duffle coats, peacoats, parkas and knitwear.
FOX UMBRELLAS - Croydon, Surrey
The Heritage: Founded in 1868, Fox Umbrellas revolutionized the industry by introducing the steel tube frame (invented by Samuel Fox). Hand-made in England, their umbrellas have shielded British royalty, John F. Kennedy and countless City of London executives from the rain.
The Verdict: The gold standard of the British umbrella. A Fox umbrella is rolled so tightly it doubles as a walking stick, offering an elegant, lifetime defense against the UK’s weather.
Core Products: Solid stick umbrellas, tube frame umbrellas and telescopic umbrellas.
ETTINGER - Walsall, England
The Heritage: Founded by Gerry Ettinger in 1934, they are one of the last remaining luxury leather goods companies still manufacturing in the UK. In 1999, they acquired the historic James Homer factory in Walsall - the traditional heart of the UK’s saddlery trade - to ensure their production remained in the UK. They hold a Royal Warrant to HRH The Prince of Wales (now King Charles III).
The Verdict: While famous for their wallets, it’s the leather itself that matters here. They’re specialists in English Bridle Hide - a leather originally used for equestrian gear that’s incredibly durable and improves with age. Their signature "London Tan" (yellow) interiors are an immediate sign of quality to those in the know.
Core Products: Luxury handmade leather wallets, card cases, travel accessories and bags.